- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Hasiera > Produktuak > Galdaketa Produkzio Makina > Core Shooter Machine > Skid-eko zuzeneko laginketa








Skid-eko zuzeneko laginketa
Amaiera handiko coure coure coure coure filmatzeko makina guztiz automatikoa. Molde horizontalaEkipamendu ereduaYl1080h-40aSkid-eko zuzeneko laginketaGailuaren izenaCore Core Core Kaxa Core Injekzio Makina guztiz automatikoa. Sailkapen horizontalaGailuaren atributuakSandblasting bertikal bikaina. Mo......
Bidali kontsulta
Produktuaren Deskribapena
Amaiera handiko coure coure coure coure filmatzeko makina guztiz automatikoa. Molde horizontala
|
Ekipamendu eredua |
Yl1080h-40a Skid-eko zuzeneko laginketa |
|
Gailuaren izena |
Core Core Core Kaxa Core Injekzio Makina guztiz automatikoa. Sailkapen horizontala |
|
Gailuaren atributuak |
Sandblasting bertikal bikaina. Moldearen zatiketa horizontala |
|
Fabrikatzaile |
Fujian probintziako "Yueli" marka |
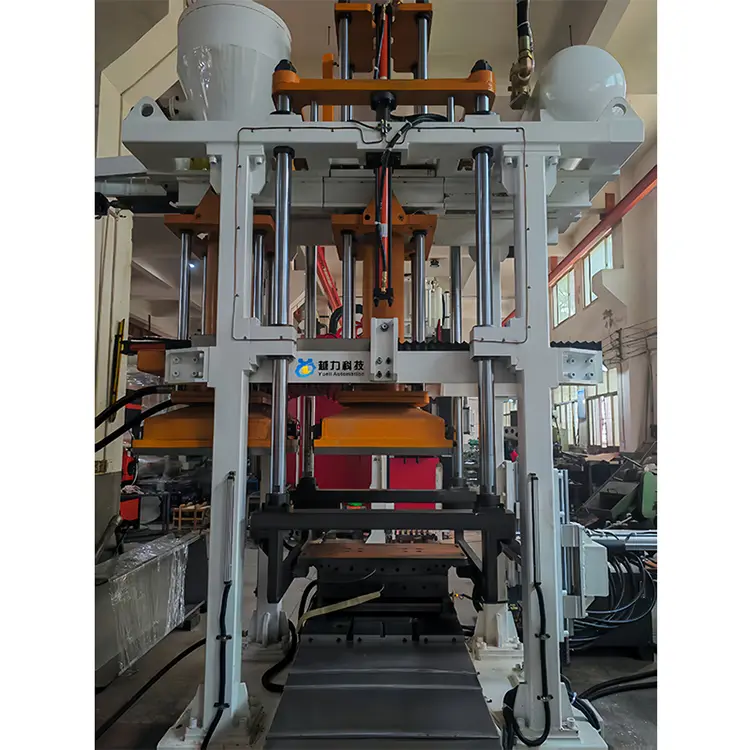
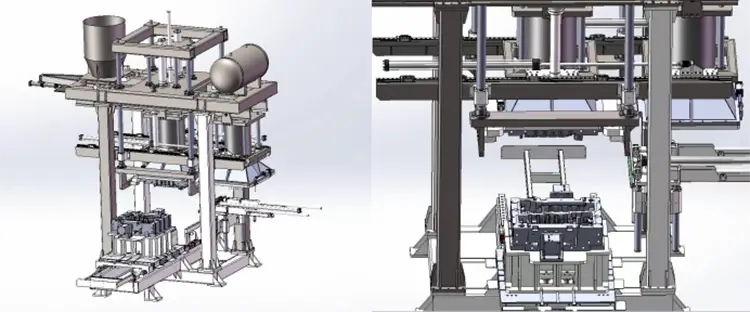
◆ Ekipamendua Sarrera:
[Colot Core Colox Core Core Futing Makina. Molde horizontala banatzen]
YL1080H-40A COLA KOPURU KOPURUA KOPURU MAKINA ERABILTZEKO MAKINA: HARRERA BERRIKO BERRIA. "Moldearen zati horizontala.
PLC programaren kontrol sistema programagarria. Servo zehaztasun sistema hidraulikoa. Core kentzea gida linealaren labainaren kanpoaldetik kanpo. Igogailua Indukzio Harea gain
Core Core Core Core Filming Makina guztiz automatikoa (molde horizontal horizontalak) ere harea bertikalaren tiro bikaina du. Moldearen zatiketa horizontala. Beheko moldearen doitasun lineala kentzen da nukleo hartzeko. Sensets adimenduneko harea, guztiz automatikoa / eskuzko operazioa Core Core-katzeko ekipamendua, harea gordin mistoa oinarrizko kaxan injektatzeko printzipioa lantzen du, gasa putz eginez eta gero azkar gogortzen da, eta, beraz, gainazal estua eta leuna lortzen da. Kalitate handiko harea oskol oskolaren oinarrizko produktuak neurri zehatzak dituzten produktuak oso erabiliak dira, hala nola balbula suteen aurkako babesa, burdinazko shell moldea pilatzeko galdaketa eta energia aluminio aleazio berrien zehaztasunak.


◆ Ekipoen zehaztapenak eta eredu nagusiak
①yl660h-25a ②yl870h-25a ③yl1080h-40a ④yl1210h-50a ⑤yl1512h-50a
◆ Ekipamenduaren funtzio nagusiak [Yl1080h-40a COLD CORE. "Skid-eko zuzenduna kanpoko laginketa.
1. Sandblasto bertikal bikaina. Moldeen zatiketa horizontala. Siemens kontrol sistema alemaniarra
2. Inovance Servo Zehaztasun Sistema Hidraulikoa, Taiwan Airtac zehaztasun pneumatikoa
3. Zulazioa beheko hildakoen diseinu linealaren kanpoko gida linealaren kanpoaldetik ateratzen da eta Searsing Sear gehitzeko makina adimenduna erabiltzen da
4. Goi-mailako ingurumena errespetatzen duen casting makina, kea eta hautsa kentzeko diseinu integratua duena, ekipo orokorreko panelerako
◆ Ekipamendu nagusia parametro teknikoak [Yl1080h-40a Col Col Coll] "Skid-eko zuzenduna kanpoko laginketa.
| 1. Gehienezko harea moldearen pisua | 50 kg molde bakoitzeko (harea injekzio bolumena) |
| 2. Gehienezko moldearen tamaina | 1000 × 800 × 700mm |
| 3. Moldearen muntatzeko plakaren neurriak | 1000 × 800mm [Moldearen instalazio eraginkorra espazioa] |
| 4. Sandblasting-tarte eraginkorra | 860 × 660mm (harea garbitzeko gailuarekin) |
| 5. Presioaren buruaren kolpea zilindroa sakatzen da φ80 × 2 da | ≤500mm [servo doitasun hidraulikoa] |
| 6. Zilindroaren kolpea φ80 × 2 da | ≤500mm [servo doitasun hidraulikoa] |
| 7. Modaren irekidura maximoa | 900mm |
| 8. Moldearen amaierako espazioa | 400mm |
| 9. harea biltegiratzeko edukiera harea hopper | 300kg |
| 10. Trietilamina sorgailua | Dz-40a |
| 11. Ekipamendu tentsioa | Hiru fase AC380V.50Hz |
| 12. Gidatzeko modua | Servo zehaztasun sistema hidraulikoa + pneumatikoa |
| 13. Laginketa metodo nagusia | Core kentzea beheko hilaren kanpoko gida linealaren gida labainketa makina / moldearen instalazioa makinatik kanpo |
| 14. Molde mota nagusia: φ80 × 80mm | ≤80mm [servo doitasun hidraulikoa. Ibilbidea erregulagarria da |
| 15. Ekipoen pisu garbia | 9000 t |
| 16. Ekipamenduaren neurriak | 4000 × 3300 × 3600mm |
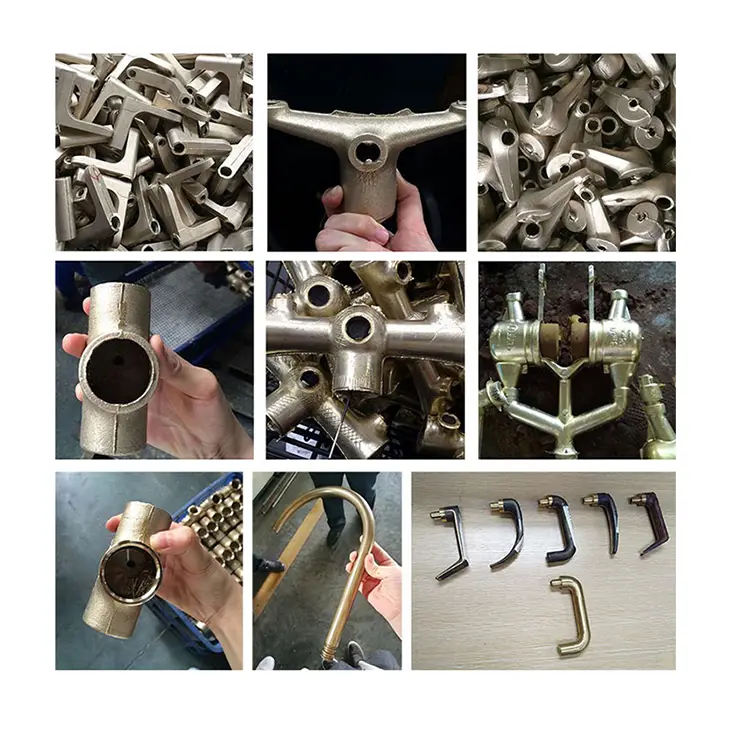
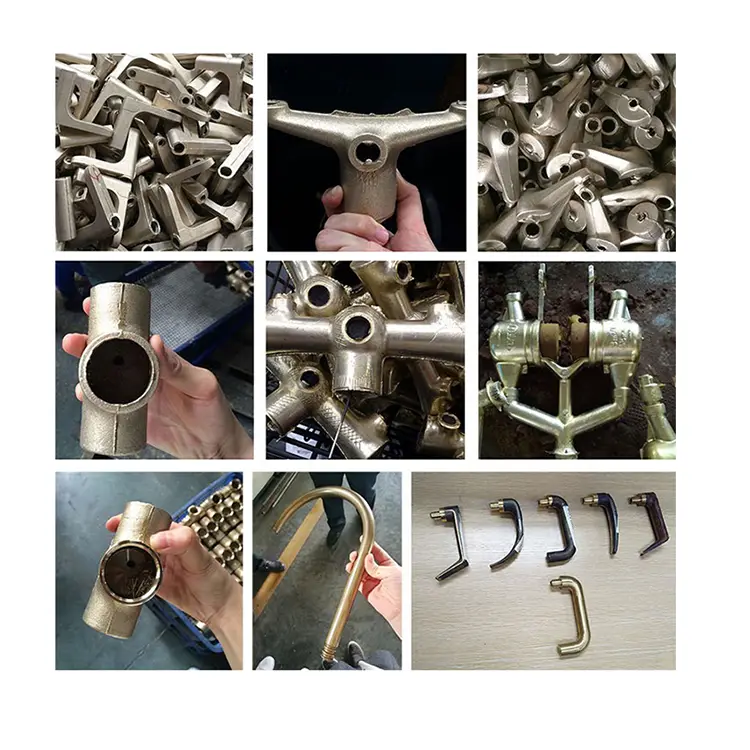
◆ Sand Mold Produktuaren pantaila [YL1080H-40A COLD CORE. "Skid-eko zuzenduna kanpoko laginketa.




◆ Ekipamendua Lanerako prozedura [Yl1080h-40a COLD CORE. "Skid-eko zuzenduna kanpoko laginketa.
Beheko moldearen sarrera → Moldearen itxiera [beheranzko presioa] → Harea injektatzeko buruaren sarrera → Harea injekzioaren beheranzko presioa → Harea injekzio burua → Harea injekzioaren buru sarrera → Harea injektatzeko burua kargatzea / moldea
Harea Scraping (garbiketa harea) → Airearen injekzioaren buruaren beheranzko presioa → Airearen injekzioaren beheranzko presioa → Solidoen erretratazioa (Moldea) → Beheko Mold Top Core (Sand Core Demolding) → Makina Kendu Kendu Makurretik kanpo → Core Safe kentzeko denbora → ⒇ Beheko moldea berrezarri goiko nukleoa
◆ Ekipamenduen konfigurazioa [YL1080H-40A COLD CORE. "Skid-eko zuzenduna kanpoko laginketa.
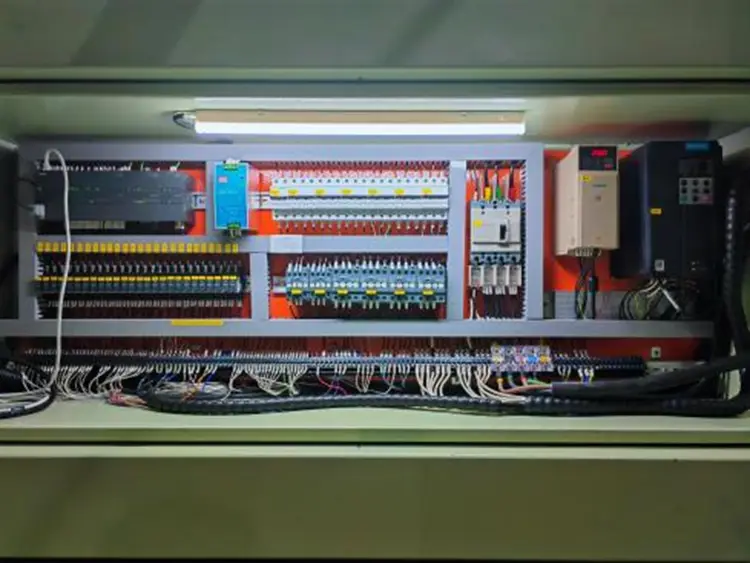
1.. Kontrol elektriko sistema: Goi-mailako operazioa Alemaniako Siemens-en kontrol sistema elektrikoa (ukipen pantaila eta programa zatitu mota)
Siemens serie handiko etengailuko botoiak [Hasi botoia, Rotary Gear Switch]
2. Sistema hidraulikoa: Huichuan Servo Zehaztasuna Stepess Speed Aldatu sistema hidraulikoa, Taiwan markako osagai hidraulikoak
3. Sistema pneumatikoa: Taiwan Airtac zehaztasun pneumatikoa [Zilindroak. Balbula elektromagnetikoa. Airearen iturburu prozesadorea
4. Atomizazio sistema: inportatutako smc doitasun japoniarraren atomizazio sistema hutsa. SMC Core osagai pneumatikoak
5. Tentsio baxuko etxetresna elektrikoak: Snyder tentsio baxuko etxetresna elektrikoak. Omron Hurbiltasun Switch. Taiwan Mingwei Power Switch
5. Segurtasun kontrola: inaugurazio eta itxiera moldearen zati mugikorrak segurtasun aro gortinak ditu
6. Lubrifikazio sistema: irekiera eta itxiera moldearen zati mugikor nagusiak olio injekzio automatikoko lubrifikazio sistema batez hornituta daude
7. Presioaren pantaila: ekipoen eta harearen errodadura presioaren ekintza modu independentean bistaratzen da
8. Ekipamenduaren itxura: hauts estaldura eta berniz gozogintza. Amaiera handiko pintura gainazaleko tratamendua
◇ Konfigurazio zehatz batzuk:
[1] PLC ukipen pantaila: Siemens, Alemania
[2] Programa Zentroaren prozesadorea: Siemens, Alemania
[3] Push-Button Switch: Siemens, Alemania
[4] AC kontaktorea: Schneider
[5] Relay: Schneider
[6] Hurbiltasuna Switch Omron
[7] Pizteko hornidura aldatzea: Mingwei, Taiwan
◆ Ekipamenduaren ezaugarri eta abantaila nagusiak [Yl1080h-40a Col Hot Core. "Skid-eko zuzenduna kanpoko laginketa.
◇ Zehaztasuna eta egonkortasuna: Yl1080h-40a CORE CORE CORE CORE CORE MAKINAren egitura orokorrak zehaztasun eta egonkortasun handiko diseinuaren printzipio estandar handia hartzen du, fabrikazio prozesu bikainak eta zorrotzak ditu. Zehaztasun handiko doitasun prozesatzeko ekipamenduak erabiltzen ditu eta mugitzen diren piezen egitura oso zehatza da. Makina egitura osoa egonkorra eta iraunkorra da denbora luzez.
◇ Sandblasting bikaina: Yl1080h-40a Col Col Collblasting Makina-kablastigintza bertikal bikaina da, ekipoen presioaren jaurtiketa oinarritzat hartuta
Harearen printzipioa eta erretxina harearen grabitate naturala; Moldea ihes metodo azkarra eta leuna du, aldi berean hiru aldeetan. Oinarrizko prozesuak molde barrunbea bete dezake denbora laburrenean. Harezko nukleoa estua, osoa eta leuna da, eta oinarrizko errendimendua altua da.
◇ Inteligentzia eta eraginkorra: Yl1080h-40a Col Col Col Core Core Filming Makina automatizazio maila handia du. Gida lineal zehatzak ditu, beheko moldetik nukleoak kentzeko, oinarrizko kentzea erraza eta automatizatua egitea. Pertsona batek hainbat makina funtzionatzeko aukera ematen du, egonkortasuna, leuntasuna, eraginkortasuna eta segurtasuna bermatuz.
Etekin altuko tasa: Yl1080h-40a CORE CORE CORE CORE CORE CORE CORE CORE CORE CORE CORE CORE CORE SAND-ENPRICION EGITURA MEKANIKOA, HANDIKO ERAGINA, HARD HANDIKO TAKUALAK, HANDITUTAKO KOPURUAK, ETA KALITATE HANDIKOAK ETA KALITATE HANDIKO KUREAK Eredu tasa altuarekin. Galdaketaren mekanizazio hobaria modu eraginkorrean kontrolatu dezake.
◇ Goi-mailako ingurumena babestea: Yl1080h-40a Col Col Col Con Core Injection Molding Molding Moldatzeko Makurrak Galdaketa Makinetarako Ingurumena Babesteko Arautegiak hartzen ditu. Ekipamenduak diseinatzeko prozesuan, produkzio prozesuan zehar kea eta hautsa lortzeko ingurumen-babes eskakizunak modu oso eta zorrotzutzat jotzen ziren. Kea eta hautsa modu uniformean integratu ziren tratamendurako, eta diseinatutako ingurumena babesteko diseinatutako makina Galdaketa tailerraren ingurunea modu eraginkorrean hobetu zen.
◇ Iraunkorra eta iraunkorra: Yl1080h-40a Col Col Col Col Coloth Core Colory Machine-ren diseinu prozesuak ekipamenduaren bizitza osorik hartu du kontuan. Osagai desberdinak estandar altuak eta zentzuzko materialak fabrikatzen dira, erabilera desberdinetan oinarrituta. Bero tratamendu baldintzak eta itxura xehetasunak ondo kudeatzen dira, ekipamenduak denbora luzez zehaztasuna mantendu dezakeela ziurtatuz, egonkorra eta leuna mantendu eta xehetasun bikainak izan.
◇ Aplikagarriak diren materialak: Shot Sand Lehorra [Erretxina fenolikoaren harea lehorra]

◆ Ekipamenduen funtzionamendua eta erabilera:
(1) Egiaztatu aireko sarrerako hodiaren eta energia hornidura (hiru fase 380V, 50hz) behar bezala konektatu diren ala ez.
(2) Kendu instalazioaren ondoren ekipamenduen hautsa. Tresnak eta bestelako sunizioak.
⑶ Ekipamendua hasierako posizioan dagoen ala ez, operadoreen segurtasuna bermatzeko irekitzen denean.
⑷ Instalatu moldea (core laukia) makinan; Edozein egoeratan, aireko balbula ireki aurretik (ekipamendura airea hornitzea), instalazio-hagaxkak makinaren eta harea injekzioaren buruaren arteko espaziora bultzatu behar da kalteak ekiditeko eta langileen segurtasuna bermatzeko.
⑸ Itxi potentzia-etengailua eta kontrol zirkuitu etengailu guztiak eta egiaztatu argiztapen laneko argiak. Egiaztatu kontrol panelean dagoen argi seinalearen argia normala den ala ez.
(6) Ireki sarrerako balbula nagusia eta egiaztatu aireko piparen airearen presioa 6 eta 7kpako 6 bitarteko barruti barruan dagoen.
Aldatu makinaren funtzionamendu modua eskuzko modura eta eskuz araztea makinaren zati mugikor bakoitza ondo funtzionatzen duen ala ez.
Moldea irekitzeko eta ixteko ekintzak leunak diren ala ez, ezarri zentzuzko moldearen irekiera eta itxiera denbora moldearen ezaugarrien arabera
② Konbinatu moduluaren aldez aurretik eta erretiro ekintzak leunak diren ala ez egiaztatu. Ezarri zentzuzko aurrerapen eta erretiro garaiak moduluaren bidaietan oinarrituta
③ Harea jaurtitzeko buruaren aurrerapen eta erretiro ekintzak leunak diren ala ez, ezarri zentzuzko aurrerapena eta erretiratu denbora harea jaurtitzeko buruaren trazuaren arabera
④ Sandblasting operazioa normala den ala ez, ezarri zentzuzko hareharrizko denbora moldearen ezaugarrien arabera, sandblasting lanaren arabera
⑤ Harea injekzioaren burua behar bezala funtzionatzen duen ala ez, normalean 8-10 segundotan ezartzen da harea kaxa ihesaren denbora lortzeko
⑥ Beheko moldearen aurrerapen eta erretiro ekintzak leunak diren ala ez, zehaztu zentzuzko aurrerapen eta erretiro denbora beheko moldearen trazuaren arabera
⑦ Egiaztatu egotzi ekintza normala den ala ez eta muina behar bezala funtzionatzen duen ala ez. Ezarri zentzuzko oinarrizko egotzi denbora moldearen ezaugarrien arabera
⑧ Aldatu eragiketa modua operazio bakarrera, eta makinak automatikoki ziklo egingo du eta hainbat aldiz kargatu gabe. Egiaztatu makinaren ekintza guztiak koordinatuta, ordenatuta, egonkorra eta leuna den ala ez.
◆ Operazio prozesuan zehar neurriak:
Proba exekutatu aurretik, beharrezkoa da hautsa makina gainean kendu eta bertan utzitako tresnak edo bestelako hondakinak garbitu behar dira, funtzionamenduan akatsak ekiditeko.
Eragiketa hasi aurretik, beharrezkoa da makinaren zati guztietan torlojuen egoera arretaz egiaztatu eta estutu egiten direla ziurtatu.
⑶ Eragiketa hasi aurretik, egiaztatu mugitzen diren pieza guztiak hasierako posizio normalean dauden ala ez.
⑷ Makina porrotaren kasuan, berehala gelditu beharko litzateke, geldialdiaren botoia sakatuta, potentzia eta gas hornidura moztu eta mantentze-lanak egin dira. ⑸ Maiz egiaztatu behar da zirkuitu elektrikoko artikulazioak solteak diren ala ez eta makinen osagaiak hondatuta dauden ala ez.
(6) Profesional ez direnak ezin dira kontrolatzeko armairu elektrikoa irekitzea edo barruan hainbat elementu jarri.
Prestakuntza jasan behar da eta makinaren egitura, lan printzipioa eta funtzionamendu arauak ezagutu behar dira. Beste inork ez du makina borondatez funtzionatzeko.
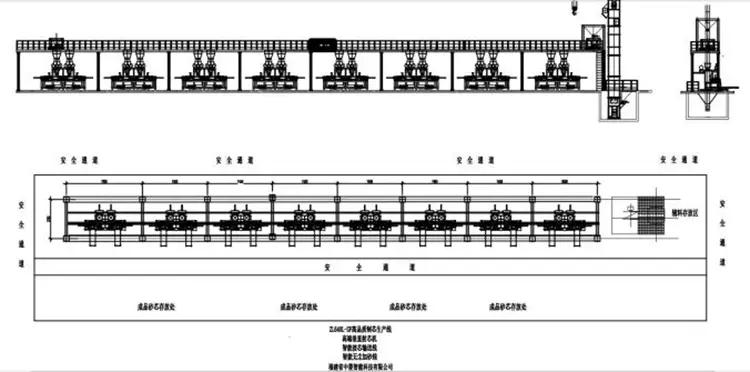
◆ Kalitate handiko Core Vertical Core Tiroketa Makina Ekoizpen Linea guztiz automatikoa:
Kasuen ezaugarriak:
① Kalitate handiko, adimen handiko eta ingurumen handiko babesa botatzeko makina. Panel osoak erretzea eta hautsa kentzeko funtzioak barneratzen ditu.
② Zinta garraiatzaileentzako konexio jarraia adimentsua. Ekipamenduak automatizazio maila handia du. Gorde lana
③ Igogailua + Zehaztasun pista Senpertsionatzeko harea adimenduna. Tailerra eraginkorra, erosoa eta garbia da
④ Core-eko lantegiaren ingurumen-babes sistema orokorra. Eraginkortasun handiko erretzea eta hautsa kentzea. Tailerra Ingurumena Babesteko Arauak
⑤ Core-Ekintza Datuen biltegia eta irteera. Konturatu txiparen fabrikazio digitalizazioa. Informazioan oinarritutako kudeaketa.
Hot Tags:
Lotutako Kategoria
Grabitatean Galdaketa Makina
Zinka Galdaketa Makina
Core Shooter Machine
Furance Elektrikoa
Beste Galdaketa Makina
Galdaketa Makina
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.